When calculating and reducing business-related environmental effects, two different approaches are traditionally taken. There is the product centered concept on the one hand, and the production centered one on the other. A typical product-centered approach is the carbon footprint, for instance. The second category focuses on the emissions of the entire production process, usually found in sustainability reports or environmental certifications of production plants, e.g. EMAS or ISO 14001. Actually, this differentiation between product and production is quite arbitrary because products and production are, of course, closely linked and their environmental impacts influence each other.
Material Flow Modeling – An integrative approach
It is in the nature of this artificially incomplete approach that optimization potential is lost. Adding to this, double efforts, like calculating product-related emissions first and then production-related emissions after, generate costs that could be prevented if we followed an integrative approach that combines them right from the start. Luckily, there are always a few innovative people who tackle apparent inefficiencies and develop better solutions. One of them is Andreas Möller. Some 13 years ago he fine-tuned a concept of material flow modeling that had been around for roughly two decades. In 2000, the scientific foundations he laid peaked with the publication of a document he and three fellow researchers wrote under the title “Foundations and Applications of computer based Material Flow Networks for Environmental Management” (partly available at google books, or order the full version here), followed shortly by software solutions in the simulation field that also supported corporate material flow modeling. Umberto is one particularly suitable piece of software that is capable of corporate material flow modeling and of delivering all the benefits that the integrative approach offers.
Scientific guide to Material Flow Modeling with business example published
Three guys from the company behind Umberto, ifu Hamburg, recently published a scientific guide to material flow modeling. It formed part of the enHiPro-project (website in German: effizienz-generator.de) that may ring a bell when you remember my article on Efficient Climate Control on the Factory Floor. In their guide, Tobias Viere, Andreas Genest and Marten Stock picked a selection of useful screenshots and took the very concrete example of a medium-sized textile manufacturing company from Germany to illustrate how material flow modeling helps find measures for achieving a high level of resource efficiency. The company’s official name is “SWU Spinnweberei Uhingen Textil GmbH”, but I’m sure you won’t mind me calling it just SWU. Its case is a typical example of the manufacturing sector since the company uses large amounts of electricity. The biggest share goes to the operation of its production line machines, air-conditioning, cooling, and the generation of compressed air. The figures and Umberto-screenshots you find in this article are all taken from Viere’s, Stock’s and Genest’s guide. If you’re already familiar with resource efficiency topics and simulation software, you might like to download and read the original PDF (download chapters 2-18 here). To anyone who might struggle with its expert-oriented language, don’t worry and please read on. Experts, you’re also welcome at the party, of course. To all readers out there: feel free to leave a comment.
Step 1: From Input to Transition to Output: The Material Flow Network
With simulation software, you can model anything you like. Good material flow modeling software helps you to not only simulate any industrial process, but also any agricultural process or whatever system that comes to mind. As always with unlimited possibilities, it is important to give yourself a predefined boundary. Since the valued time that you spend on this planet is finite, and staring at computer screens for too long is unhealthy anyway, it is of vital importance to set effective system boundaries. In other words, make up your mind what the scope of your simulation should be in order to adequately fit its purpose. You need to answer questions like: What should you start with, where do you end it? Should any supply chain be included? Which one? How about the end phase of your products or any scrap generated throughout production? Is disposal included? By setting the scope of your model, you define its system boundaries.
Visualizing the Material Flow Stream
At a system boundary, you always find what are called places. Places, marked by “circle” icons, show the beginning (input), the middle (throughput) or the end (output) of a certain material flow “stream”. Desired places, like final products or valuable inputs, are green, and undesired ones, like carbon emissions, are red. Neutral places are yellowish. The other two symbols you find in every material flow model are rectangles and arrows. The rectangles stand for transitions and the arrows (yes, right guess!) for actual material flows. If this sounds a little confusing, just quickly look the graphic below and you’ll know what I mean.
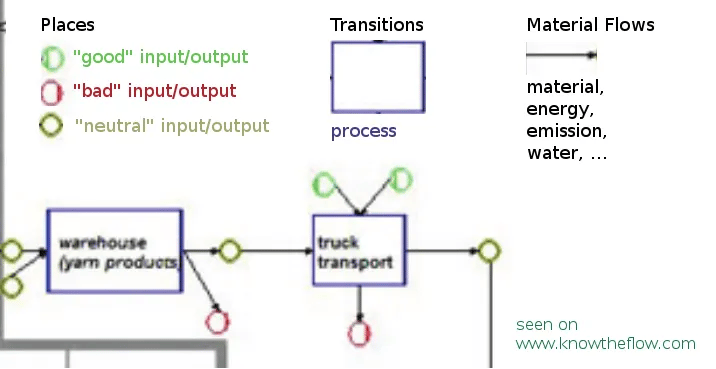
But wait a second: why do you need to make such differentiation between good and bad in the first place? Let’s ask Viere et al.:
[A]ll material flows within the system need to be classified as Goods, Bads or Neutrals. Neutrals are neither considered as expenditure nor as revenue. An example is the takeout of oxygen from the ambient air for combustion purposes. Goods are valuable materials that are considered expenditure when used as input (e.g. purchase of raw materials) and revenue when leaving the system as output (e.g. sales of products). Bads are materials with a “negative” value, they cause expenditure when released as output (e.g. emissions or waste) and generate revenue when entering the system as input (e.g. a fee collected by a waste incineration plant for treating the waste). Hence, the classification of Goods and Bads is important to distinguish between expenditures and revenues and to assign expenditures accordingly.
Red cost money – Green pays off
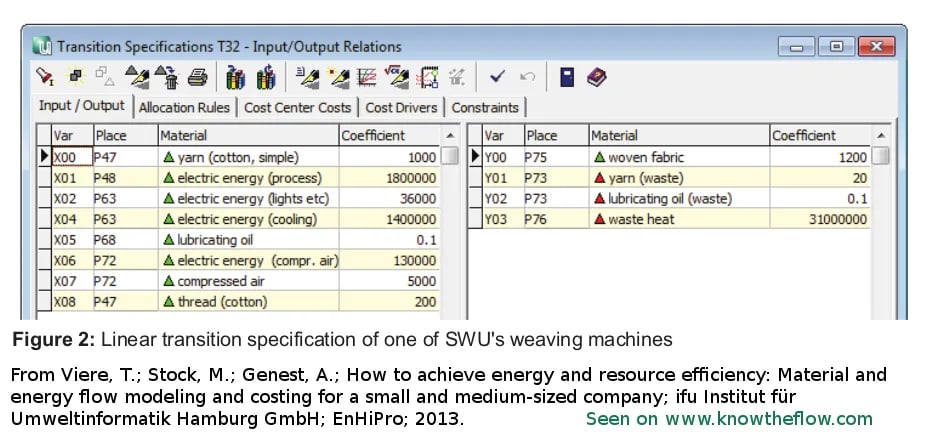
Ah, so it’s all about money. At the end of the flow, red things cost me money, green things pay off, and vice versa for the beginning. If only everything in life was marked this way… Once you have defined your project’s scope, you have established the system boundaries. And, by doing so, you are aware of the system itself. And in your system, inputs probably go through several transformations before finally ending up as desired output. So, in the language of a material flow network, input-places and output-places are connected via material flows involving at least one transition. The beauty of the transition is that you can program it any way you like in order to be as close as possible to the process it represents in reality. In the simplest of all cases, transitions are linear, as shown in the diagram to the right, which represents the transition specifications of a weaving machine. A linear transition has an output that is directly proportional to the input. However, Viere, Stock and Genest explain that this is not always the case:
Such linear relations between the input and output are commonly used in environmental assessments like carbon footprints or life cycle assessments, but do not necessarily represent the real behavior of production systems. The energy consumption, for instance, might increase disproportionately to enhanced output quantity due to non throughput related portions of the energy demand (e.g. permanent energy demand of monitoring equipment or lighting) or due to accelerating energy demand if processes are operated at full load. (see page 4 in PDF)
How to calculate transitions
So when my transition is non-linear, how can I calculate it adequately? The good news is: you don’t need to calculate it yourself. The bad news: you still need to find the appropriate mathematical or computational formula for the software to calculate. Umberto is capable of using an extensive array of functions. What’s more, you can also use a subnet. A subnet is basically a model within a model, a transition that contains a second, subordinated material flow network. As our reader and umberto user Yoann Mery lined out in a comment after this article was published, you can also use functions or code lines from programming languages like C#, JavaScript or Python to define a transition. By doing so, he writes, you can “link your material flow model with any industry-specific software. You can implement properly any computational model within a transition and this makes sense to me as we live in a connected world.”
Material Flow Network: Place – Transition – Place
We learn, then, that material flow networks start with an input called a place, go through transitions and then end with an output that’s also called a place. In addition, we learn that transitions can either be linear, or defined by a mathematical function, or by a subnet, or by various programming languages.
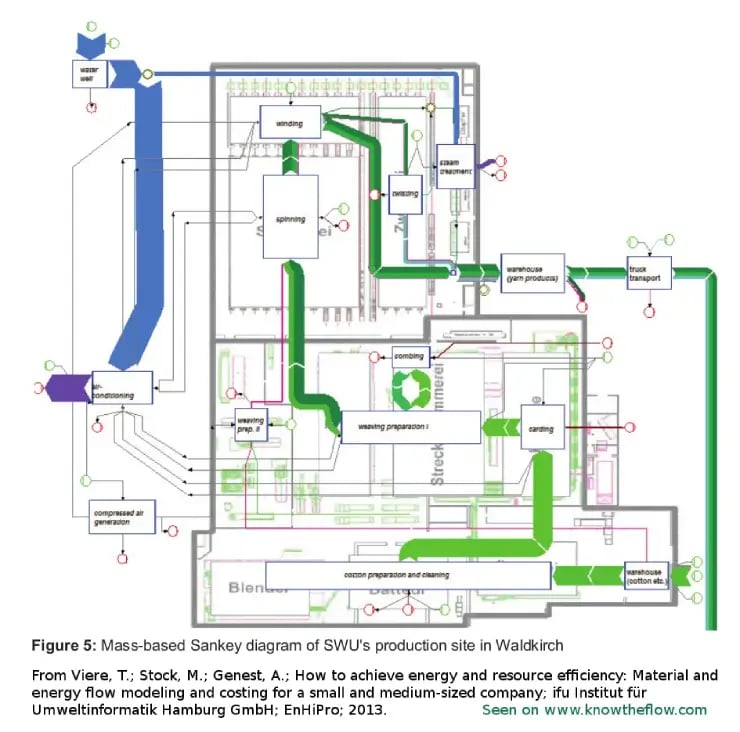
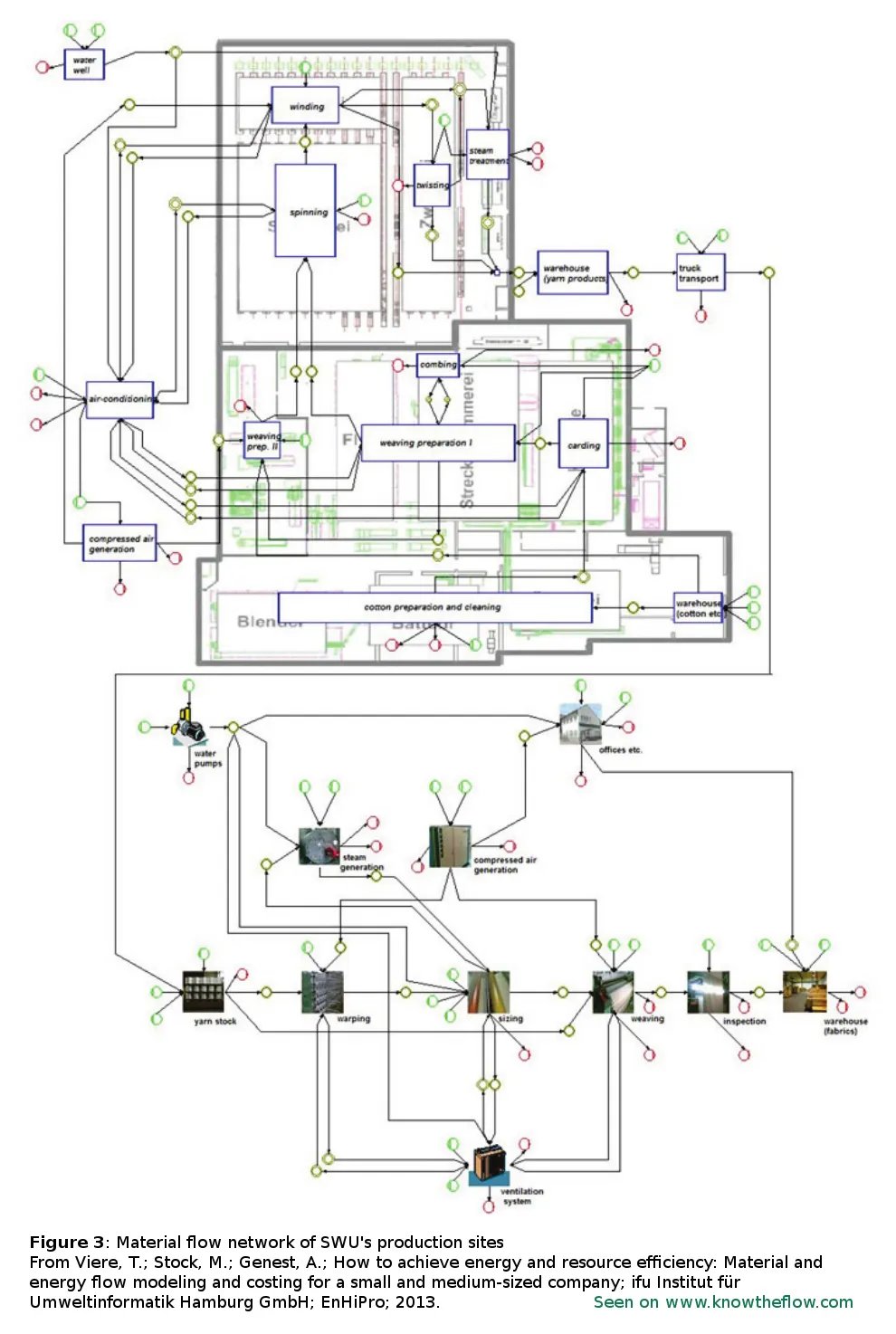
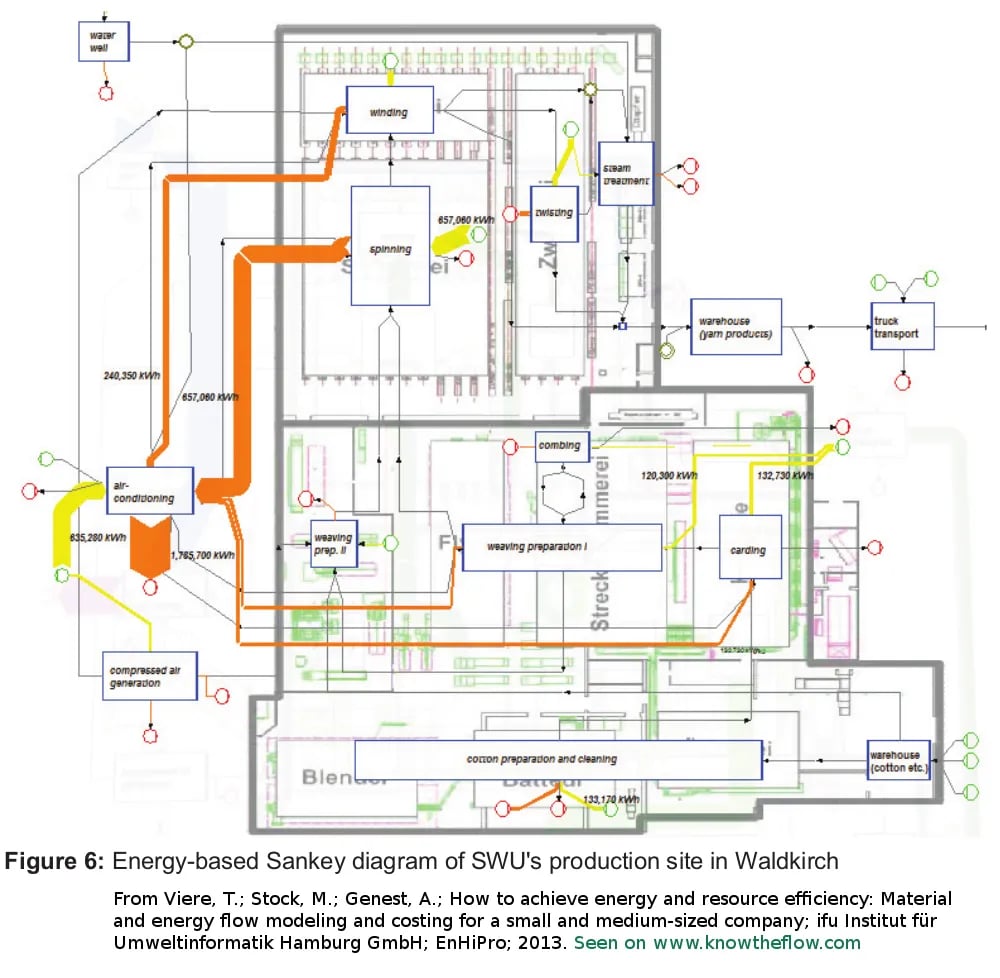
When you create the actual model, you’re free to visualize it in any way that pleases you. In our textile company case, two different ways were used, one for each of the two production sites. The first used a blueprint of the factory building as a basis. The second took photos of the machines to illustrate each transition. But this is just a way to facilitate its comprehensibility, you could instead also set the model up in the simplest possible way by having one transition next to the other, if you wanted. Feel free to be creative. Or not. It doesn’t really matter. Here’s the textile company material flow network showing the combined model of the two production sites:
Step 2: Generate Visual Diagrams to Improve Production
On the basis of this network, Umberto can produce Material Flow Modeling visualizations of all material and energy flows in two ways. First, via a list called input-output inventory. The SWU textile company’s inventory is displayed in the screenshot on the right. The second way of visualizing the flows makes use of Sankey diagrams. Sankey diagrams contain arrows that are as intuitive as it gets. The thicker the arrow, the bigger the flow. To anyone not yet convinced of their simple beauty, I recommend clicking your way through the sankey-diagrams.com blog. Input-output inventories are quite useful for highly specialized insiders who know exactly how to interpret the figures. Sankey diagrams, however, are capable of showing all employees and the management what’s going on in production with just a glance. Take the following mass flow diagram for SWU’s spinning operation as an example. The light green flow shows how much cotton is lost on its way from the cotton warehouse through all processes to the yarn product warehouse. The blue arrows make it absolutely apparent that a lot of water is used for air conditioning, actually way more water than for steam generation.
.webp?width=945&height=935&name=mass-flow-SWU-spinning-site-Wald%20(1).webp)
Step 3: Analyze Product-Specific Material + Energy Requirements
I promised it at the beginning of this article. Material flow analysis is capable of calculating both production- and product- related costs on the basis of the same model. So far, we’ve only modeled production. How does that give us any information for the product? Well, because in SWU’s case all the weaving and spinning efforts culminate in only one desired output, the woven fabric, all costs and emissions have to be assigned to this product. When you look back at the above screenshot, the one that contains the transition specifications for weaving, you see that out of four outputs, only one is marked green – woven fabric. The three others, marked in red, are by-products, namely waste yarn, waste lubricating oil, and waste heat. So the production emissions directly lead to the product emissions, since all costs and emissions are caused by the fabric. But as Viere et al. explain, it is not always as easy as that:
The specification of the weaving process in Figure 2 includes one revenue object only (the intermediate product woven fabric). All other inputs and outputs are necessary or accruing expenditures for producing the intermediate product. In this case the tracing of expenditures to revenues is straightforward. All expenditures are assigned to the revenue object. In many cases, processes (transitions) contain more than one revenue object and describe a co-production. In these cases allocation rules which describe how expenditures are assigned to the respective revenue objects need to be defined. Allocation rules might be based on mass, market price, volume, energy content, etc. .
Say you have one material as input and two products as output. Product one weighs 75 grams and you can sell it for 2 dollars, whereas product two weighs 25 grams, but it’s worth 8 dollars. In this case, mass-based allocation would assign 75% of the material to product one. Market-price-based allocation, however, would give you a totally different result, since product one only generates a small share of product two’s value. We have 2 dollars (product one) vs. 8 dollars (product two), so with market-price-based allocation, only 20% of the material would be assigned to the first product.
Material Flow Modeling… to be Continued!
Find steps 4 and 5 in next week’s article. We’ll learn how easily you can use the material flow network for cost accounting. It helps to make better informed investments by calculating the exact cost of material loss in each process. We’ll also find out how the material flow network facilitates life cycle assessment, a profound way of discovering environmental impacts of both product and production. What’s more, we’ll discover seven surprising benefits that came with material flow modeling and that drastically improved SWU’s economic performance. We’ll learn how the textile company saved more than 100,000 € every year. In the meantime, check out my article that explains in detail how ISO 14051-based material flow cost accounting works, or inform yourself about 31 Innovations for Maximum Resource Efficiency in Manufacturing. See you next week!
Further Reading
- Möller, A.; Rolf, A.; Page, B.; Wohlgemuth, V.: Foundations and Applications of computer based Material Flow Networks for Environmental Management. In: Rautenstrauch, C.; Patig, S.: Environmental Information Systems in Industry and Public Administration, Idea Group, Hershey, 2000, 379-396
- Viere, T.; Stock, M.; Genest, A.; How to achieve energy and resource efficiency: Material and energy flow modeling and costing for a small and medium-sized company; ifu Institut für Umweltinformatik Hamburg GmbH; EnHiPro; 2013; PDF Download available, chapter 2-18 at qucosa.de



